
Manfaat Dan Batasan Pengacuan Suntikan
Kelebihan pengacuan suntikan berbanding pengacuan tuangan mati telah dibahaskan sejak proses sebelumnya mula diperkenalkan pada tahun 1930-an. Terdapat faedah, tetapi juga batasan kepada kaedah tersebut, dan itu, terutamanya, berdasarkan keperluan. Pengilang peralatan asli (OEM) dan pengguna lain yang bergantung pada bahagian yang dibentuk untuk menghasilkan barangan mereka, mencari faktor seperti kualiti, ketahanan dan kemampuan dalam menentukan bahagian yang dibentuk yang paling sesuai dengan keperluan mereka.
APAKAH PENGACUAN SUNTIKAN?
Pengacuan suntikan ialah kaedah menghasilkan bahagian atau produk siap dengan memaksa plastik cair ke dalam acuan dan membiarkannya mengeras. Kegunaan bahagian-bahagian ini berbeza-beza seperti pelbagai jenis produk yang dihasilkan daripada proses tersebut. Bergantung pada penggunaannya, bahagian yang dibentuk suntikan boleh menimbang dari beberapa auns hingga ratusan atau ribuan paun. Dalam erti kata lain, daripada bahagian komputer, botol soda dan mainan, hingga trak, traktor dan bahagian auto.
APAKAH ITU DIE CASTING
Tuangan acuan merupakan satu proses pembuatan untuk menghasilkan bahagian logam yang berdimensi tepat, jelas, licin atau bertekstur. Ia dicapai dengan memaksa logam cair di bawah tekanan tinggi ke dalam acuan logam yang boleh digunakan semula. Proses ini sering digambarkan sebagai jarak terpendek antara bahan mentah dan produk siap. Istilah "tuangan acuan acuan" juga digunakan untuk menggambarkan bahagian siap.
PENGACUAN SUNTIKAN PLASTIK VS. PEMBENTUKAN DALAM
Kaedah pengacuan suntikan pada asalnya dimodelkan pada tuangan acuan, prosedur serupa di mana logam cair dipaksa masuk ke dalam acuan untuk menghasilkan bahagian bagi produk pembuatan. Walau bagaimanapun, daripada menggunakan resin plastik untuk menghasilkan bahagian, tuangan acuan kebanyakannya menggunakan logam bukan ferus seperti zink, aluminium, magnesium dan loyang. Walaupun hampir mana-mana bahagian boleh dituang daripada hampir semua logam, aluminium telah berkembang sebagai salah satu yang paling popular. Ia mempunyai takat lebur yang rendah, yang menjadikannya mudah dibentuk untuk membentuk bahagian. Acuan acuan adalah lebih kuat daripada acuan yang digunakan dalam proses acuan kekal untuk menahan suntikan tekanan tinggi, yang boleh mencecah 30,000 psi atau lebih. Proses tekanan tinggi menghasilkan struktur gred halus yang tahan lama dengan kekuatan lesu. Oleh kerana itu, penggunaan tuangan acuan merangkumi daripada enjin dan bahagian enjin hingga periuk dan kuali.
Faedah-faedah Die Casting
Tuangan acuan adalah ideal jika keperluan syarikat anda adalah untuk bahagian logam yang kuat, tahan lama dan dihasilkan secara besar-besaran seperti kotak simpang, omboh, kepala silinder dan blok enjin, atau kipas, gear, sesendal, pam dan injap.
Kuat
Tahan lama
Mudah dihasilkan secara besar-besaran
Had Pemutus Die
Namun, boleh dikatakan, walaupun die casting mempunyai manfaatnya, terdapat beberapa batasan dalam kaedah yang perlu dipertimbangkan.
Saiz bahagian terhad (maksimum kira-kira 24 inci dan 75 paun.)
Kos perkakasan awal yang tinggi
Harga logam boleh berubah-ubah dengan ketara
Bahan skrap menambah kos pengeluaran
Faedah Pengacuan Suntikan
Manfaat pengacuan suntikan telah semakin popular selama ini kerana kelebihan yang ditawarkannya berbanding kaedah pembuatan acuan acuan tradisional. Iaitu, jumlah dan kepelbagaian produk kos rendah dan berpatutan yang diperbuat daripada plastik pada masa kini hampir tidak terbatas. Terdapat juga keperluan kemasan yang minimum.
Ringan
Tahan hentaman
Tahan kakisan
Tahan haba
Kos rendah
Keperluan kemasan minimum
Cukuplah untuk mengatakan, pilihan kaedah pengacuan yang hendak digunakan akhirnya akan ditentukan oleh persilangan kualiti, keperluan dan keuntungan. Terdapat faedah dan batasan dalam setiap kaedah. Kaedah yang hendak digunakan—pengacuan RIM, pengacuan suntikan tradisional atau tuangan acuan untuk pengeluaran bahagian—akan ditentukan oleh keperluan OEM anda.
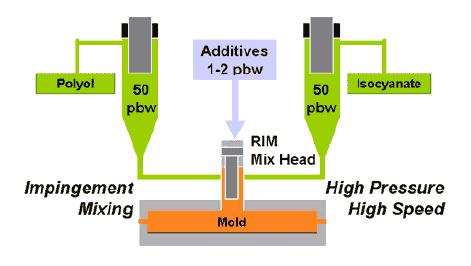
Osborne Industries, Inc., menggunakan proses pengacuan suntikan tindak balas (RIM) berbanding amalan pengacuan suntikan tradisional kerana kos, ketahanan dan fleksibiliti pengeluaran yang lebih rendah yang ditawarkan oleh kaedah ini kepada OEM. Pengacuan RIM sesuai dalam penggunaan plastik termoset berbanding termoplastik yang digunakan dalam pengacuan suntikan tradisional. Plastik termoset ringan, sangat kuat dan tahan kakisan, dan amat sesuai untuk bahagian yang digunakan dalam suhu ekstrem, haba tinggi atau aplikasi yang sangat menghakis. Kos pengeluaran bahagian RIM juga rendah, walaupun dengan larian isipadu sederhana dan rendah. Salah satu kelebihan utama pengacuan suntikan tindak balas ialah ia membolehkan pengeluaran bahagian yang besar, seperti panel instrumen kenderaan, bahagian atas menara sel klorin atau fender trak dan treler.
Masa siaran: 5 Jun-2020